


Флатацыя — гэта метад атрымання ліставога шкла шляхам нанясення раствора на паверхню расплаўленага металу.
Яго выкарыстанне падзяляецца на дзве катэгорыі ў залежнасці ад таго, каляровы ён ці не.
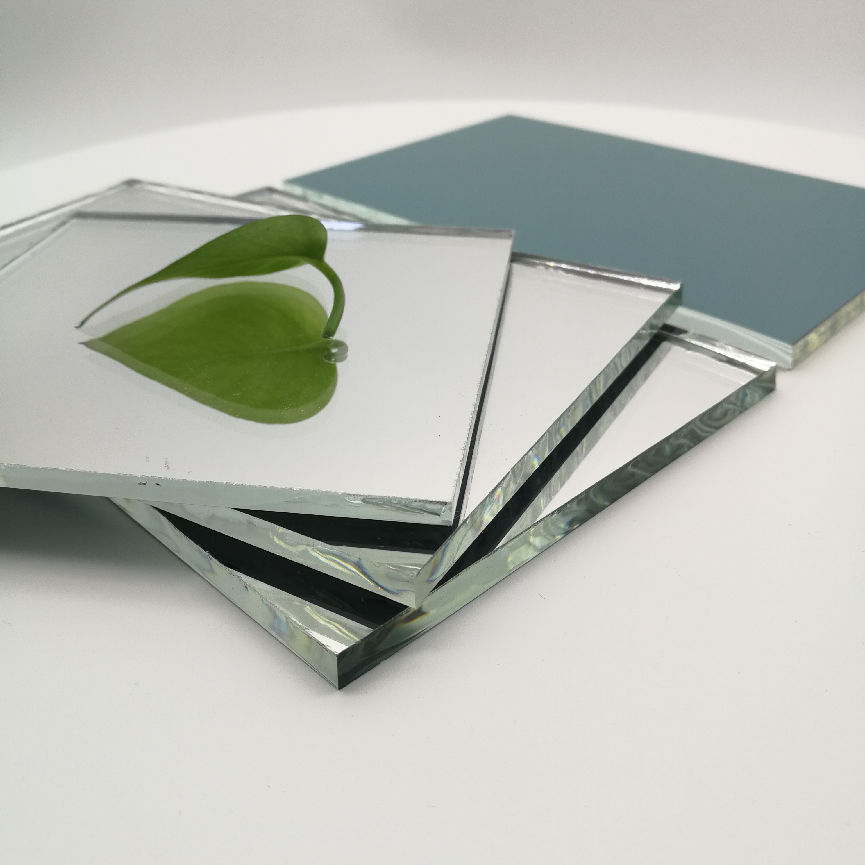
Празрыстае ліставое шкло — для архітэктуры, мэблі, дэкору, транспартных сродкаў, люстраных пласцін, аптычных прыбораў.
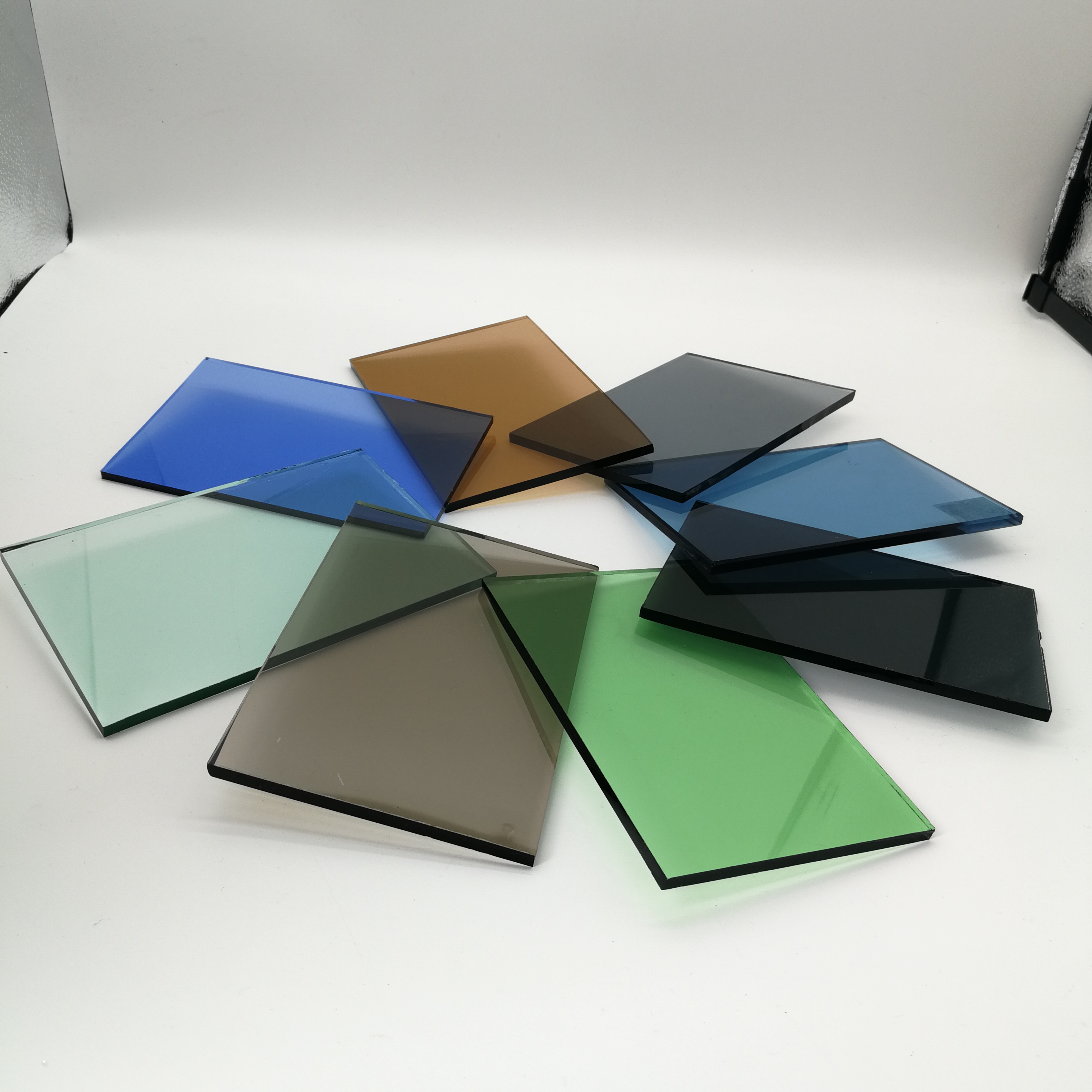
Таніраванае ліставое шкло - для архітэктуры, транспартных сродкаў, мэблі і дэкору.
Флоат-шкло шырока выкарыстоўваецца: для срэбнага люстэрка, для лабавога шкла аўтамабіля, для ўсіх відаў глыбокай апрацоўкі, для сканавання, для пакрыццяў, для вырабу люстэркаў. Ультрабелае флоат-шкло мае шырокі спектр прымянення і шырокія рынкавыя перспектывы, галоўным чынам у галіне высакаякаснай архітэктуры, апрацоўкі высакаякаснага шкла і сонечных фотаэлектрычных шторных сцен, а таксама для высакаякаснай шкляной мэблі, дэкаратыўнага шкла, вырабаў з імітацыі крышталю, лямпаў і ліхтароў, прамысловасці дакладнай электронікі, спецыяльных будынкаў і г.д.

Працэс фармавання ліставага шкла ажыццяўляецца ў ванне з волава з ахоўнымі газамі (N2 і H2). Расплаўленае шкло бесперапынна выцякае з печы для абпалу і плавае на паверхні адносна шчыльнай вадкасці з волава, і пад дзеяннем сілы цяжару і павярхоўнага нацяжэння вадкасць з волава расцякаецца па паверхні вадкасці з волава, выраўноўваецца, утварае плоскія верхнюю і ніжнюю паверхні, цвярдзее і пасля астывання падаецца на пераходны ролікавы стол. Ролікі ролікавага стала круцяцца і выцягваюць шкло з ванны з волава ў печ для адпалу, і пасля адпалу і рэзкі атрымліваецца прадукт з ліставага шкла.
Лінейны рухавікмодульпрывадгэта прылада, якая непасрэдна пераўтварае электрычную энергію ў механічную энергію длялінейны рухКалі трохфазная абмоткалінейны рухавікПрывад сілкуецца токам, генеруецца "магнітнае поле бегучай хвалі", і праваднік у "магнітным полі бегучай хвалі" індукуе ток, пераразаючы магнітныя лініі, і ток і магнітнае поле ўзаемадзейнічаюць, ствараючы электрамагнітную сілу. У ванне з волава гэтая электрамагнітная сіла штурхае вадкасць з волава да руху, і, рэгулюючы параметры рухавіка, можна лёгка кантраляваць кірунак і хуткасць патоку вадкасці з волава.

Модуль лінейнага рухавікапрывадможа выклікаць перадачу цяпла.лінейны рухавік прывадусталяваны ў галоўцы алавяной ванны, і рухомая накіроўвальная пласціна выкарыстоўваецца для накіравання высокатэмпературнай алавянай вадкасці ў вонкавую частку графітавай сценкі стойла, якая цячэ ўніз у кірунку руху шкла і вяртаецца ў сярэдзіну алавяной ванны ў канцы сценкі стойла, а затым цячэ назад у процілеглым кірунку да кораня пласціны, якая бесперапынна паглынае цяпло падчас зваротнага патоку і зноў накіроўваецца ў боклінейны рухавікна галаве, тым самым рэалізуючы функцыю цеплаперадачы.
Выкарыстаннелінейны рухавікПрывад у адпаведным становішчы ў зоне паліроўкі можа палепшыць кут дэнатурацыі, у залежнасці ад танажу ванны з волава, працэсу разрэджвання, класа шкла і іншых фактараў, каб выбраць розныя мадэлілінейны рухавікі рабочых параметраў, практыка паказала, што пры аднолькавых умовах выкарыстаннелінейны рухавікПрывад у сярэднім можа павялічыць кут дэнатурацыі на 3-7 градусаў.

Лінейны рухавік прывадПрынцып дзеяння заключаецца ў стварэнні кантраляванага бакавога патоку волава ў зоне паліроўкі, гэты паток на паверхні шкла стварае эфект "лёгкага пагладжвання", знікаючы на паверхні з няроўнымі мікразонамі, і тэмпература ў зоне паліроўкі становіцца аднастайнай, што адыгрывае ўласную ролю ў паліроўцы.

Ролялінейны рухавікмодульпрываду асноўным коратка апісваецца наступным чынам
1. палепшыць якасць паверхні тонкага шкла, палепшыць розніцу ў таўшчыні.
2. Стабілізуйце вагу тоўстага шклянога ліцця.
3. Зафіксуйце шкляны канвеер, каб машына для абрэзкі краёў не з'ехала з яго.
4. Перадача цяпла ад электрычнага нагрэву і выраўноўванне тэмпературы.
5. Зменшыць бакавую розніцу тэмператур, што спрыяе добраму адпалу.
6. Не дапускайце пералівання бляшанай вадкасці на выхадзе.
8. Выдаліце попел з волава.
Каб атрымаць больш падрабязную інфармацыю пра прадукт, калі ласка, напішыце нам па адрасеamanda@KGG-robot.comабо патэлефануйце нам: +86 152 2157 8410.
Час публікацыі: 30 верасня 2022 г.




